Trong ngành công nghiệp phụ trợ sắt thép cơ khí, gia công tấm và gia công thép hộp, việc lựa chọn phương pháp hàn phù hợp quyết định chất lượng mối hàn, năng suất và chi phí sản xuất. Ba phương pháp phổ biến nhất là hàn que (SMAW), hàn TIG (GTAW) và hàn MIG (GMAW). Mỗi phương pháp có ưu nhược điểm riêng, phù hợp với từng ứng dụng cụ thể.

1. Hàn que (SMAW) – Phương Pháp Hàn Truyền Thống
Nguyên lý hàn:Hàn que, còn gọi là hàn hồ quang tay, là phương pháp hàn sử dụng que hàn có lớp thuốc bọc làm điện cực nóng chảy dưới tác dụng của hồ quang điện giữa que hàn và vật hàn. Thuốc bọc que tạo lớp bảo vệ khí và xỉ bảo vệ mối hàn khỏi oxy hóa trong quá trình hàn.

Cơ chế tạo mối hàn:
Que hàn nóng chảy tạo thành kim loại mối hàn, lớp xỉ bảo vệ mối hàn nguội dần giúp mối hàn bền chắc.
Quá trình hàn que phụ thuộc hoàn toàn vào kỹ năng tay nghề người thợ, từ việc điều khiển que hàn, giữ khoảng cách hồ quang đến tốc độ di chuyển que. Mặc dù thiết bị đơn giản và chi phí thấp, nhưng hàn que có nhược điểm là tốc độ hàn chậm, thường tạo ra lớp xỉ cần loại bỏ sau hàn, và không phù hợp với vật liệu mỏng do dễ gây biến dạng nhiệt và cháy thủng. Tuy nhiên, hàn que rất linh hoạt, có thể hàn được nhiều loại vật liệu khác nhau, đặc biệt là thép carbon và thép kết cấu dày.
Ưu điểm:
- Thiết bị đơn giản, chi phí thấp.
- Linh hoạt, có thể hàn ngoài trời và hàn vật liệu dày.
Nhược điểm:
- Tốc độ hàn chậm, năng suất thấp do phải thay que thường xuyên.
- Mối hàn có thể có xỉ cần làm sạch sau hàn.
- Không phù hợp với vật liệu mỏng hoặc yêu cầu thẩm mỹ cao.
Phạm vi ứng dụng:
- Dễ sử dụng cho người mới bắt đầu.
- Phù hợp hàn kết cấu thép dày, sửa chữa dân dụng, công trình ngoài trời.
2. Hàn TIG (GTAW) - Độ chính xác và thẩm mỹ cao
Nguyên lý hàn:Hàn TIG (Tungsten Inert Gas) sử dụng điện cực tungsten (thường được làm bằng vật liệu vonfram) không nóng chảy và khí trơ (thường là argon hoặc helium) để bảo vệ vùng hàn khỏi oxy hóa, được gọi là GTAW (Gas Tungsten Arc Welding).
Các loại khí bảo vệ được sử dụng như sau: Argon, Heli, trộn giữa Argon và Heli, Agron và hidro hoặc Agron và Oxy. Và việc thêm kim loại hàn được thực hiện bằng tay hoặc tự động.

Cơ chế tạo mối hàn:
Hồ quang điện làm nóng chảy vật liệu cơ bản và kim loại thêm, khí trơ bảo vệ mối hàn sạch, chất lượng cao.
Phương pháp hàn TIG (GTAW) nổi bật với việc sử dụng điện cực vonfram không nóng chảy kết hợp khí trơ bảo vệ (argon hoặc helium), không sử dụng thuốc bọc que hàn như phương pháp hàn que. Do đó, quá trình hàn không phát sinh hiện tượng văng tóe kim loại nóng hay tạo lớp xỉ trên bề mặt mối hàn, giúp đảm bảo mối hàn sạch, thẩm mỹ và giảm thiểu công đoạn xử lý sau hàn. Điện cực vonfram có điểm nóng chảy rất cao (~3422°C), tạo ra hồ quang điện tập trung và ổn định, từ đó giúp người thợ dễ dàng kiểm soát vũng chảy trong quá trình hàn. Khả năng điều chỉnh dòng điện rộng, từ vài chục ampe đến vài trăm ampe, cho phép hàn TIG linh hoạt trên nhiều loại vật liệu với độ dày khác nhau, từ kim loại mỏng đến vật liệu dày, đáp ứng yêu cầu kỹ thuật cao và tính thẩm mỹ trong các ứng dụng cơ khí chính xác và gia công phụ trợ.
Ưu điểm:
- Mối hàn chất lượng cao, sạch, đẹp và chính xác.
- Kiểm soát tốt nhiệt độ và hồ quang, phù hợp với vật liệu mỏng.
- Không tạo xỉ hàn, giảm thời gian làm sạch sau khi hàn.
Nhược điểm:
- Tốc độ hàn chậm, năng suất thấp.
- Yêu cầu kỹ năng cao từ người thợ hàn.
- Chi phí đầu tư cao cho thiết bị và khí bảo vệ.
Phạm vi ứng dụng
Chuyên dùng trong gia công cơ khí chính xác, hàn vật liệu mỏng, inox, nhôm, các chi tiết yêu cầu thẩm mỹ cao như ống inox, thiết bị y tế, chế tạo máy móc chính xác.
3. Hàn MIG (GMAW) - Tốc độ và hiệu quả cao
Nguyên lý hàn:Dây hàn liên tục làm điện cực nóng chảy, khí bảo vệ (argon, CO2 hoặc hỗn hợp) được cấp liên tục bảo vệ mối hàn khỏi oxy hóa.
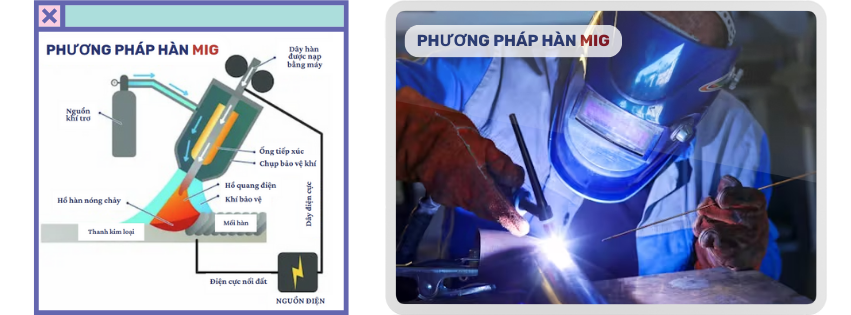
Cơ chế tạo mối hàn:
Dây hàn nóng chảy tạo mối hàn, khí bảo vệ liên tục giúp tăng năng suất và chất lượng mối hàn.
Ưu điểm nổi bật của hàn MIG là năng suất cao nhờ dây hàn được cấp liên tục tự động, tốc độ hàn có thể đạt tới 30-50 cm/phút, nhanh hơn nhiều so với hàn que truyền thống. Thiết bị hàn MIG sử dụng nguồn điện áp không đổi (CV - Constant Voltage) kết hợp bộ cấp dây ổn định, giúp duy trì chiều dài hồ quang và dòng điện hàn ổn định, từ đó tạo ra mối hàn đồng đều, ít biến dạng nhiệt và phù hợp với nhiều loại vật liệu khác nhau như thép carbon, thép hợp kim thấp, inox và kim loại màu.
Hàn MIG có khả năng tự động hóa cao, dễ dàng tích hợp vào dây chuyền sản xuất hàng loạt, phù hợp với các ứng dụng công nghiệp yêu cầu năng suất và chất lượng mối hàn cao. Ngoài ra, phương pháp này còn có các chế độ hàn đa dạng như hàn ngắn mạch (GMAW-S) cho vật liệu mỏng và hàn xung (GMAW-P) giúp kiểm soát nhiệt tốt, giảm biến dạng và tạo mối hàn mịn, đều.
Tuy nhiên, hàn MIG yêu cầu môi trường làm việc ổn định, tránh gió lớn vì khí bảo vệ dễ bị thổi bay, ảnh hưởng đến chất lượng mối hàn. Thiết bị phức tạp và chi phí đầu tư cao hơn hàn que, nhưng bù lại mang lại hiệu quả kinh tế cao trong sản xuất công nghiệp.
Ưu điểm:
- Tốc độ hàn nhanh, năng suất cao.
- Mối hàn đẹp, ít xỉ, phù hợp sản xuất hàng loạt.
- Dễ học và sử dụng hơn hàn TIG.
Nhược điểm:
- Thiết bị phức tạp hơn hàn que, cần khí bảo vệ.
- Khí bảo vệ dễ bị gió thổi, hạn chế hàn ngoài trời.
- Chi phí đầu tư trung bình đến cao.
Phạm vi ứng dụng:
Phù hợp sản xuất công nghiệp, gia công kết cấu thép, khung xe đạp, bàn ghế kim loại, các sản phẩm yêu cầu năng suất cao và chất lượng mối hàn tốt.
4. So sánh chi tiết cho từng phương pháp
| Tiêu chí | Hàn que (SMAW) | Hàn TIG (GTAW) | Hàn MIG (GMAW) |
| Chất lượng mối hàn | Tốt, nhưng có thể có xỉ cần làm sạch, không phù hợp vật liệu mỏng | Rất cao, mối hàn mịn, ít biến dạng, phù hợp vật liệu mỏng và hợp kim đặc biệt | Cao, mối hàn đẹp, ít xỉ, phù hợp sản xuất hàng loạt |
| Khả năng ứng dụng | Linh hoạt, hàn ngoài trời, hàn vật liệu dày | Hàn vật liệu mỏng, yêu cầu độ chính xác cao | Hàn nhanh, năng suất cao, phù hợp dây chuyền sản xuất |
| Năng suất | Thấp, cần thay que thường xuyên | Thấp đến trung bình, do hàn thủ công | Cao, dây hàn liên tục, ít gián đoạn |
| Độ phức tạp thiết bị | Đơn giản, chi phí thấp | Phức tạp, chi phí cao, cần khí bảo vệ | Trung bình, cần khí bảo vệ và thiết bị cấp dây |
| Chi phí đầu tư | Thấp | Cao | Trung bình đến cao |
| Khả năng hàn vật liệu đặc biệt | Hạn chế | Rất tốt, đặc biệt hợp kim nhôm, inox | Tốt, nhưng không bằng TIG với vật liệu đặc biệt |
| Khả năng hàn ngoài trời | Tốt | Kém, khí bảo vệ dễ bị gió thổi | Kém, khí bảo vệ dễ bị gió thổi |
5. Làm thế nào để cải thiện chất lượng mối hàn?
Để cải thiện chất lượng mối hàn trong ngành công nghiệp phụ trợ sắt thép cơ khí, gia công tấm và thép hộp, có thể áp dụng các biện pháp kỹ thuật và quản lý sau đây:
- Chuẩn bị bề mặt vật liệu sạch sẽ: Loại bỏ dầu mỡ, gỉ sét, bụi bẩn và các tạp chất trên bề mặt vật hàn trước khi hàn để tránh khuyết tật và tăng độ bám dính mối hàn.
- Lựa chọn đúng loại que hàn, dây hàn và khí bảo vệ phù hợp với vật liệu và phương pháp hàn: Việc sử dụng vật tư đúng tiêu chuẩn giúp mối hàn đạt độ bền và thẩm mỹ cao.
- Điều chỉnh thông số hàn chính xác: Dòng điện, điện áp, tốc độ hàn, khí bảo vệ cần được thiết lập phù hợp với từng loại vật liệu và độ dày để tránh hiện tượng nứt, rỗ khí hoặc biến dạng mối hàn.
- Sử dụng thiết bị hàn chất lượng và bảo dưỡng định kỳ: Đảm bảo thiết bị hoạt động ổn định, nguồn điện cung cấp liên tục và khí bảo vệ sạch sẽ giúp mối hàn đồng đều, giảm lỗi.
- Đào tạo thợ hàn chuyên nghiệp: Kỹ thuật viên có tay nghề cao sẽ kiểm soát tốt quy trình hàn, thao tác chính xác, giảm thiểu khuyết tật mối hàn.
- Kiểm tra và kiểm soát chất lượng mối hàn sau khi hàn: Áp dụng các phương pháp kiểm tra không phá hủy (NDT) như siêu âm, X-quang để phát hiện khuyết tật và xử lý kịp thời.
- Cải thiện môi trường làm việc: Hàn trong môi trường ổn định, tránh gió làm mất khí bảo vệ, đặc biệt với hàn TIG và MIG, giúp mối hàn không bị oxy hóa và rỗ khí.
Tại Đại Việt, chúng tôi đang sản xuất gia công với công nghệ hàn hiện tại nhờ vào kĩ thuật, trang thiết bị và đội ngũ nhân viên tay nghề cao, từ đó mang lại hiệu quả về chất lượng và tính thẩm mĩ phù hợp với nhu cầu của từng dự án.
Vui lòng liên hệ với chúng tôi để trao đổi thêm về nhu cầu của bạn nhé!
CÔNG TY TNHH KỸ THUẬT CÔNG NGHIỆP ĐẠI VIỆT
Trụ sở chính:
Địa chỉ: 543 Hùng Vương, An Sơn, Tam Kỳ, Quảng Nam
Xưởng sản xuất:
Xưởng 01: Tân Phú, Tam Phú, Tam Kỳ, Quảng Nam
Xưởng 02: Đường Duy Tân nối dài, Tam Phú, Tam Kỳ, Quảng Nam
Website: https://daiviet-iec.com/
Fanpage: https://lnkd.in/gPHsD_wb
LinkedIn: https://www.linkedin.com/company/daiviet-iec
Điện thoại: 091 775 11 28 (Mr Lĩnh)
Email: daiviet.iec@gmail.com
Comment